
مقدمه
این مقاله به بررسی عمیق انواع آبکاری فلزات میپردازد.
این مقاله جزئیات بیشتری درباره موضوعات زیر ارائه خواهد داد:
- اصول آبکاری فلزات
- انواع آبکاری بر اساس فلز استفاده شده
- کاربردها و مزایای آبکاری فلزات
- و بسیاری موارد دیگر…
فصل ۱: اصل آبکاری فلزات چیست؟
این فصل به تعریف آبکاری فلزات، فرآیندهای مختلف دخیل در آن و مواد مورد استفاده در این فرآیند میپردازد.
آبکاری فلزات چیست؟
آبکاری فلزات به فرآیندی گفته میشود که در آن یک لایه نازک از فلز بر روی سطح یا زیرلایه یک قطعه، محصول یا جزء فلزی اعمال میشود. این فرآیند میتواند شامل الکتروپلیتینگ باشد، جایی که یونهای فلزی از طریق استفاده از جریان الکتریکی بر روی سطح زیرلایه رسوب میکنند.
آبکاری بدون الکترود (الکترولس) بدون استفاده از الکترودها، یونهای فلزی را بر روی قطعه کار رسوب میدهد. هم این روش و هم سایر روشها طراحی شدهاند تا مقاومت فلز در برابر خوردگی را افزایش دهند و هر یک مزایای مختلفی ارائه میدهند.
در حالی که آبکاری فلزی میتواند از یک قطعه یا جزء در برابر آسیبهای محیطی محافظت کند، همچنین به بهبود ظاهر آن کمک میکند. انواع مختلفی از پوششها وجود دارند که به دو دسته صنعتی و تجاری تقسیم میشوند.
پوششهای تزئینی تجاری بر روی اقلام روزمره اعمال میشوند تا ظاهر و دوام آنها را بهبود بخشند. این پوششها به طور معمول بر روی ابزارها، ظروف نقرهای و جواهرات استفاده میشوند. از طرف دیگر، پوششهای صنعتی بر روی قطعات فلزی اعمال میشوند تا استحکام و مقاومت آنها در برابر سایش را افزایش دهند، که به آنها اجازه میدهد شرایط سخت را تحمل کرده و بهتر از اجزای ماشینآلات و کامیونها محافظت و تقویت کنند.
پوششها میتوانند لحیمپذیری و استحکام را بهبود بخشند در حالی که اصطکاک را کاهش میدهند تا سایش کمتری رخ دهد. اعمال پوشش بر روی فلز همچنین میتواند بر هدایت الکتریکی آن تأثیر بگذارد و احتمالاً توانایی آن در هدایت جریان الکتریکی را تغییر دهد. علاوه بر این، فلزات پوششدار میتوانند رنگ شوند و خواص مغناطیسی آنها ممکن است بهبود یابد.
فرآیندهای آبکاری فلزات
فرآیندهای مختلف آبکاری فلزات عبارتند از:
فرآیند الکتروپلیتینگ
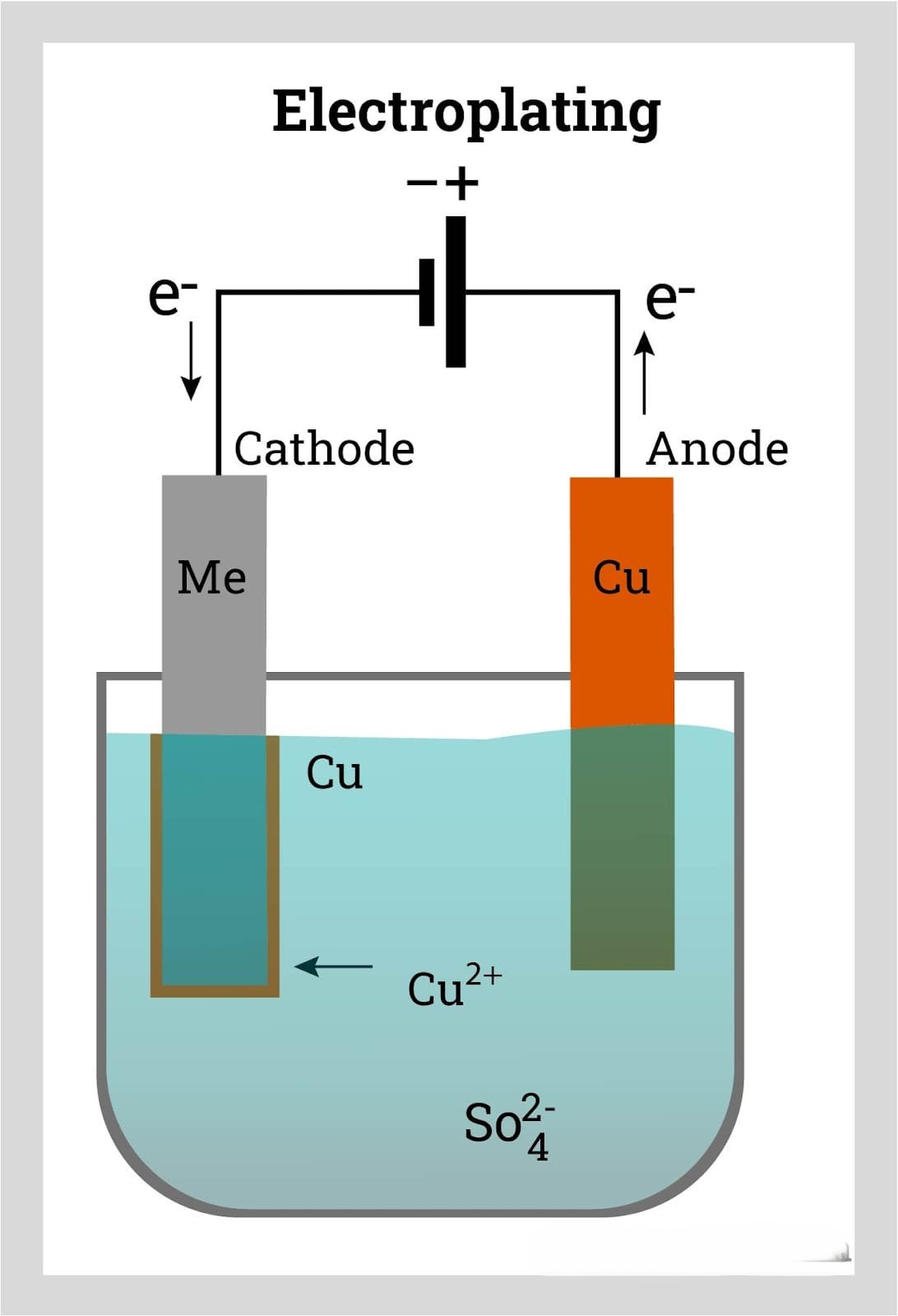
الکتروپلیتینگ شامل استفاده از رسوبگذاری الکترودی برای اعمال یک لایه نازک فلزی بر روی قطعه کار است. مهندسان این فرآیند را از طریق الکترولیز کنترل میکنند، جایی که پوشش فلزی از آند (که فلز مورد نظر برای آبکاری را نگه میدارد) به کاتد (قطعهای که آبکاری میشود) منتقل میشود. هر دو آند و کاتد در یک حمام الکترولیت غوطهور هستند، در حالی که یک جریان الکتریکی پیوسته برای تسهیل فرآیند پوششدهی اعمال میشود.
جریان الکتریکی یونهای باردار منفی (آنیونها) را به سمت آند و یونهای باردار مثبت (کاتیونها) را به سمت کاتد هدایت میکند، که منجر به ایجاد یک لایه فلزی یکنواخت بر روی قطعه کار میشود. این فرآیند الکتروپلیتینگ باعث میشود که زیرلایه در یک لایه نازک فلزی، مانند مس یا نیکل، پوشیده شود.
الکتروپلیتینگ به طور عمده بر روی فلزات اعمال میشود، زیرا زیرلایه باید رسانا باشد. با این حال، تکنیکهای پیشپوشش کمتر رایج خودکاتالیتیک وجود دارند که یک لایه بسیار نازک رسانا ایجاد میکنند، که امکان آبکاری انواع مختلف فلزات، شامل آلیاژهای نیکل و مس، بر روی اجزای پلاستیکی را فراهم میکنند.
الکتروپلیتینگ در مقابل الکتروفورمینگ
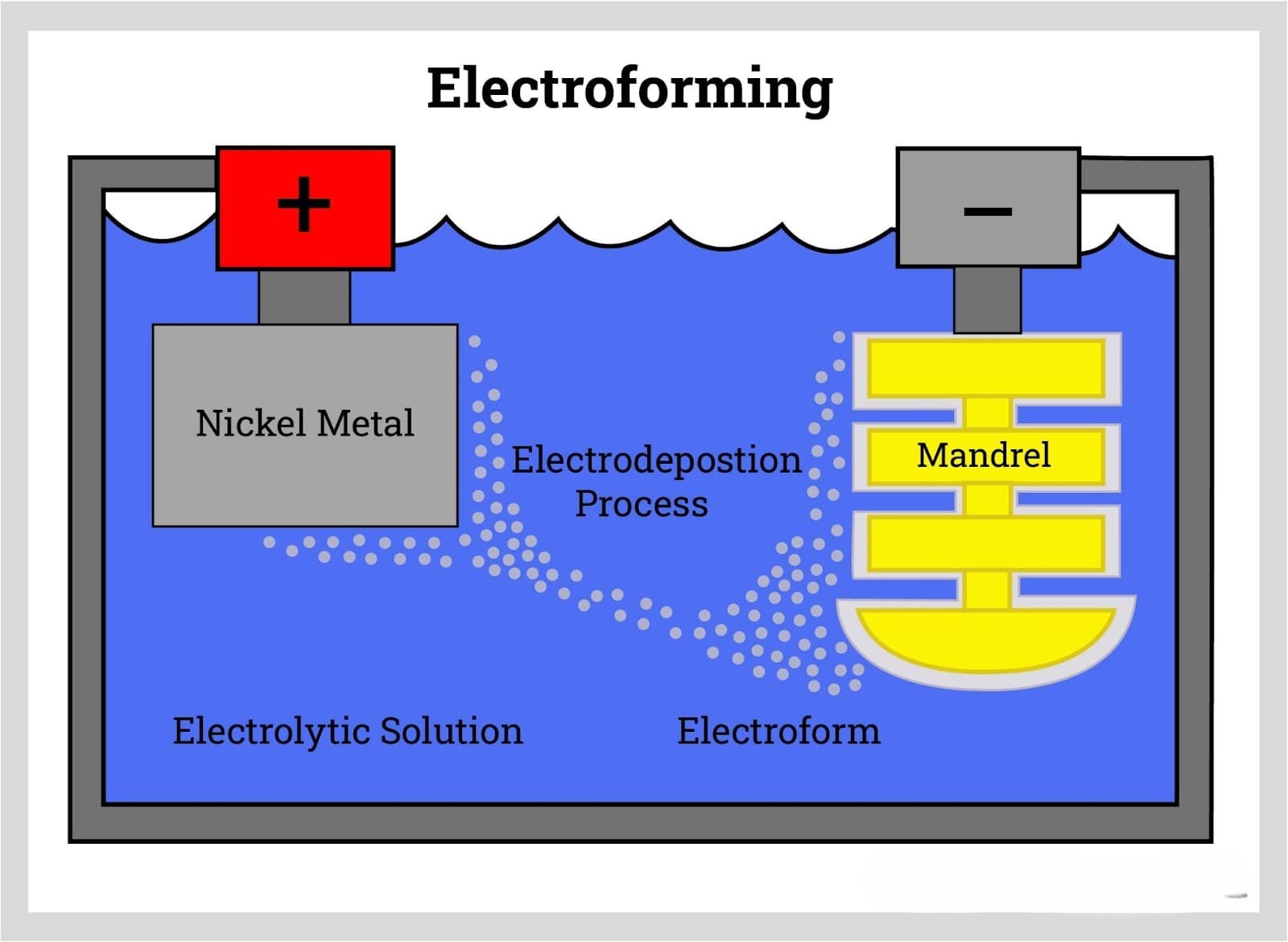
هر دو الکتروپلیتینگ و الکتروفورمینگ شامل رسوبگذاری الکترودی هستند. تفاوت اصلی بین این دو فرآیند این است که الکتروفورمینگ از یک قالب استفاده میکند که پس از شکلگیری قطعه برداشته میشود.
الکتروفورمینگ برای ایجاد قطعات فلزی جامد استفاده میشود، در حالی که الکتروپلیتینگ برای پوشش دادن یک قطعه کار موجود که از ماده فلزی متفاوتی ساخته شده است، به کار میرود.
مواد استفاده شده در الکتروپلیتینگ
یک فلز یا ترکیبی از فلزات میتوانند بر روی یک شیء الکتروپلیت شوند. بسیاری از تولیدکنندگان ترجیح میدهند که فلزاتی مانند نیکل و مس را لایهلایه کنند تا استحکام و هدایت الکتریکی را بهبود بخشند. در زیر برخی از مواد معمولاً استفاده شده در فرآیند الکتروپلیتینگ آورده شدهاند:
- برنج
- کادمیوم
- کروم
- مس
- طلا
- آهن
- نیکل
- نقره
- تیتانیوم
- روی
تقریباً هر مادهای میتواند به عنوان زیرلایه استفاده شود، از جمله فولاد ضد زنگ، انواع فلزات و پلاستیکها. حتی مواد آلی مانند روبانهای پارچهای نرم و گلها نیز میتوانند الکتروپلیت شوند. مهم است که توجه داشته باشید که زیرلایههای غیررسانا، مانند پلاستیک، شیشه و چوب، قبل از الکتروپلیتینگ باید رسانا شوند. این کار میتواند با اعمال یک اسپری یا رنگ رسانا بر روی زیرلایه انجام شود.
آبکاری فلزات: آبکاری بدون الکترود
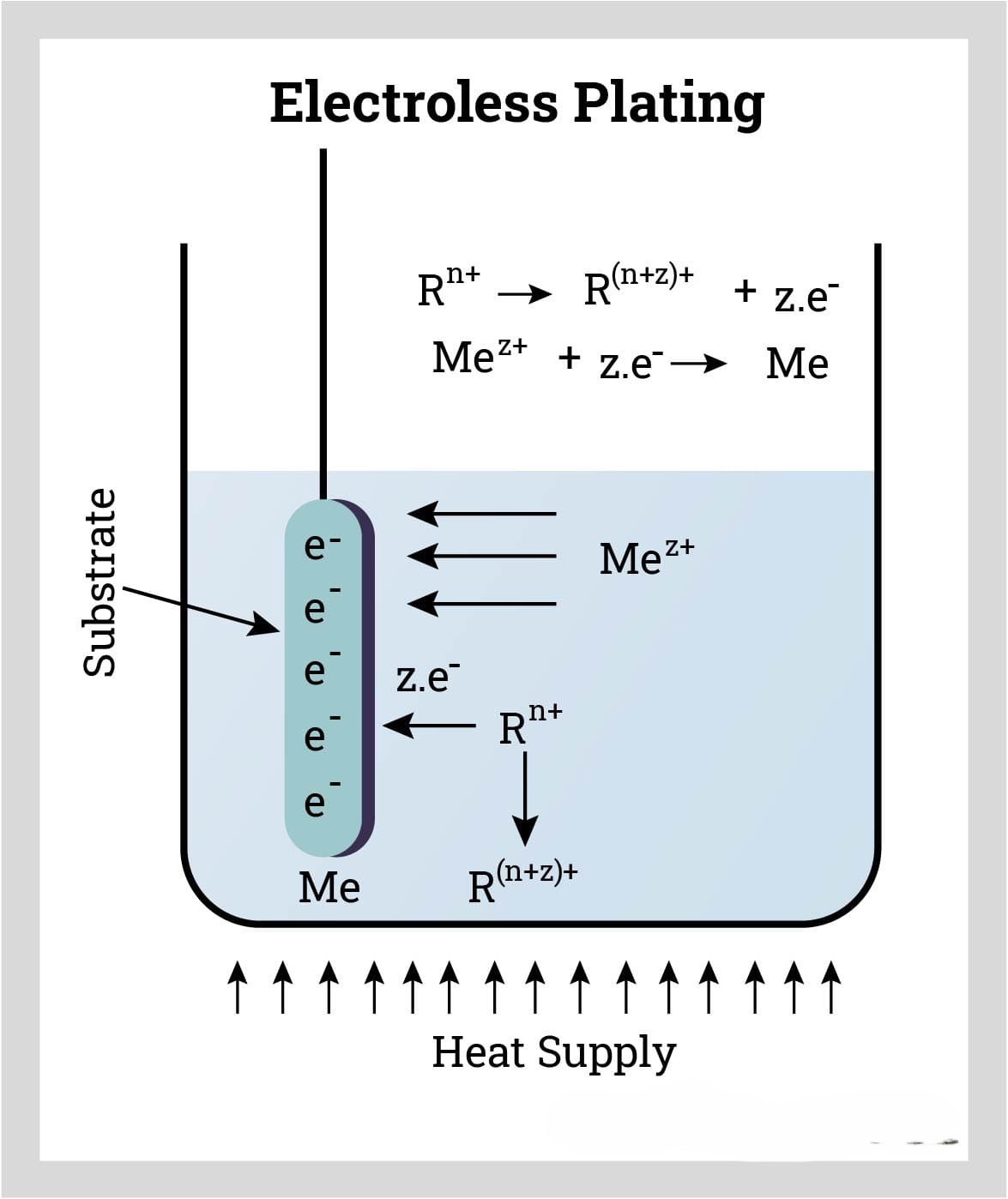
آبکاری بدون الکترود یک تکنیک برای اعمال پوششهای فلزی با استفاده از واکنشهای شیمیایی به جای جریان الکتریکی است. این روش شامل غوطهور کردن قطعه کار در یک محلول حاوی یک عامل کاهنده و یک کاتالیست است، که با هم یونهای فلزی را به رسوب فلزی بر روی سطح تبدیل میکنند. این روش به طور معمول برای پوشش دادن پلاستیکها، مانند آنهایی که در الکترونیک چاپی یافت میشوند، استفاده میشود و هم دوام و هم ظاهر انواع اقلام مصرفی را بهبود میبخشد.
برخلاف الکتروپلیتینگ که به جریانهای الکتریکی وابسته است، آبکاری بدون الکترود از طریق واکنشهای شیمیایی در یک محلول بدون نیاز به برق کار میکند. در این فرآیند، عامل کاهنده، اغلب هیپوفسفیت سدیم، هیدروژن آزاد میکند که منجر به اکسیداسیون و ایجاد بار منفی بر روی قطعه کار میشود. این تکنیک امکان رسوبگذاری یکنواخت فلز بر روی اشکال پیچیده، از جمله آنهایی که دارای سوراخها و سطوح نامنظم هستند را فراهم میکند، که ممکن است با روشهای سنتی الکتروپلیتینگ دشوار باشد.
این روش به خصوص برای تبدیل مواد غیررسانا مانند پلاستیکها به مواد رسانا بسیار ارزشمند است. با اعمال یک لایه فلزی رسانا، آبکاری بدون الکترود این سطوح را برای الکتروپلیتینگ بعدی یا سایر کاربردهای نیازمند هدایت الکتریکی آماده میکند.
آبکاری بدون الکترود با نیکل رایجترین تکنیک آبکاری بدون الکترود است، اگرچه لایههای مس، طلا و نقره نیز میتوانند به همین روش اعمال شوند. فرآیند آبکاری بدون الکترود همچنین به عنوان آبکاری خودکاتالیتیک یا آبکاری شیمیایی نیز شناخته میشود.
آبکاری بدون الکترود یک تکنیک آبکاری است که به عمل گالوانیک وابسته نیست و شامل چندین واکنش همزمان در یک محلول مایع میشود. این فرآیند بدون منبع قدرت الکتریکی خارجی انجام میگیرد.
این فرآیند توسط یک عامل کاهنده که هیدروژن آزاد میکند، مانند هیپوفسفیت سدیم، هدایت میشود که اکسید شده و بار منفی بر روی سطح قطعه کار ایجاد میکند.
آبکاری بدون الکترود اطمینان میدهد که تمام قسمتهای یک شی به طور یکنواخت با یونهای فلزی پوشیده شوند، یک رسوب یکنواخت در داخل حفرهها، در امتداد لبهها و بر روی سطوح نامنظم فراهم میکند که پوشش دادن آنها به صورت یکنواخت با روشهای الکتروپلیتینگ میتواند چالشبرانگیز باشد.
این تکنیک همچنین برای اعمال یک لایه رسانا بر روی اشیاء غیررسانا استفاده میشود، امکان پوشش دادن آنها را از طریق الکتروپلیتینگ پس از آن فراهم میکند.
آبکاری فلزات: آبکاری غوطهوری
آبکاری غوطهوری شامل اعمال یک لایه از فلزات نجیب به فلز پایه با غوطهور کردن آن در یک محلول حاوی یونهای فلز نجیب است. این فرآیند یک واکنش جایگزینی را به راه میاندازد که منجر به رسوب یک پوشش فلزی بر روی فلز پایه میشود. در طول این فرآیند، یک فلز با پتانسیل اکسیداسیون پایینتر معمولاً یک یون فلزی با پتانسیل اکسیداسیون بالاتر را از محلول جابجا میکند.
این تکنیک برای بهبود خواص الکتریکی و بهبود چسبندگی پوششها یا لایههای آلی به زیرلایه استفاده میشود. به عنوان آبکاری غوطهوری یا جایگزینی فلز شناخته میشود، آبکاری غوطهوری از الکتروپلیتینگ متمایز است زیرا به جریان خارجی نیاز ندارد. این روش بر اساس اصلی کار میکند که وقتی یک فلز کمتر نجیب، مانند مس، در یک محلول الکترولیت حاوی یونهای فلز نجیبتر غوطهور میشود، فلز کمتر نجیب حل میشود.
این فرآیند حل شدن الکترونها را آزاد میکند، به فلزات نجیبتر اجازه میدهد تا بر روی زیرلایه رسوب کنند. برخلاف آبکاری بدون الکترود، رسوبگذاری پس از اینکه زیرلایه به طور کامل با فلز نجیب پوشیده شد متوقف میشود. آبکاری غوطهوری در دماهای بالا انجام میشود، به عنوان مثال آبکاری طلا معمولاً بین ۸۰ درجه سانتیگراد تا ۹۰ درجه سانتیگراد و آبکاری نقره بین ۵۰ درجه سانتیگراد تا ۶۰ درجه سانتیگراد انجام میشود.
الکتروپلیتینگ در مقابل آبکاری بدون الکترود
هر دو الکتروپلیتینگ و آبکاری بدون الکترود دوام یک جزء و مقاومت آن در برابر خوردگی را بهبود میبخشند و در عین حال ظاهر آن را، مانند در جواهرات یا سایر محصولات مصرفی، بهتر میکنند. تمایز اصلی بین این روشها در استفاده از جریان الکتریکی است: الکتروپلیتینگ از جریان الکتریکی استفاده میکند، در حالی که آبکاری بدون الکترود این کار را نمیکند.
در الکتروپلیتینگ، یک منبع قدرت مانند یکسوکننده یا باتری جریان الکتریکی را به یک جزء غوطهور در یک محلول شیمیایی عرضه میکند. این جریان حالت شیمیایی فلزات را تغییر میدهد، که منجر به ایجاد یک پوشش سخت و بادوام بر روی سطح جزء میشود. این روش پیچیدهتر از آبکاری بدون الکترود است، نیاز به شرایط بسیار تمیز دارد، شامل تجهیزات بالقوه خطرناک است و ممکن است برای دستیابی به ضخامت پوشش مورد نظر به چندین لایه نیاز داشته باشد.
از سوی دیگر، آبکاری بدون الکترود کمتر پیچیده است. فرآیند با تمیز کردن جزء با استفاده از عوامل شیمیایی برای حذف آلودگیها و چربیها شروع میشود. سپس جزء در یک محلول حاوی مواد شیمیایی ضد اکسیداسیون غوطهور میشود. این روش یک جزء پوششدار با مقاومت عالی در برابر خوردگی و اصطکاک تولید میکند.
آبکاری بدون الکترود نیکل سادهتر است زیرا نیازی به سیستمهای فیلتراسیون پیچیده یا تجهیزات اضافی ندارد و از آنجا که از برق استفاده نمیکند، خطرات برقی را حذف میکند.
فصل ۲: انواع مختلف آبکاری فلزات بر اساس فلزات استفاده شده چیست؟
این فصل به بررسی انواع مختلف آبکاری فلزات بر اساس فلزات خاص به کار رفته میپردازد.
آبکاری بدون الکترود نیکل
این روش شامل اعمال یک درمان آلیاژی برای بهبود سختی و دوام یک فلز یا پلاستیک است. آبکاری بدون الکترود نیکل نسبت به الکتروپلیتینگ کمتر پیچیده است. برخلاف الکتروپلیتینگ، این روش به جریان الکتریکی از طریق حمام شیمیایی برای آغاز فرآیند آبکاری نیاز ندارد.
مثالها:
- قطعات خودرو: در صنعت خودروسازی، قطعاتی مانند سیلندرها، میلههای پیستون و دیسکهای ترمز اغلب به وسیله آبکاری بدون الکترود نیکل پوشش داده میشوند. این پوشش مقاومت در برابر سایش و خوردگی را افزایش میدهد و به قطعات امکان میدهد تحت شرایط سخت موتوری عملکرد بهتری داشته باشند.
- صنعت هوافضا: اجزای موتور هواپیما، به ویژه آنهایی که در معرض دماهای بالا و فشارهای زیاد قرار دارند، از آبکاری بدون الکترود نیکل بهره میبرند. این پوشش به این قطعات اجازه میدهد تا عمر طولانیتری داشته و مقاومت در برابر خوردگی و اکسیداسیون را بهبود بخشد.
- ابزارهای صنعتی: ابزارهایی مانند قالبهای تزریق پلاستیک یا قالبهای ریختهگری، از طریق آبکاری بدون الکترود نیکل پوشش داده میشوند تا عمر مفید آنها افزایش یابد. این پوشش باعث میشود که سطوح قالبها صافتر باشند و از چسبیدن مواد به قالب جلوگیری کند.
- صنایع الکترونیک: در ساخت بردهای مدار چاپی (PCB)، آبکاری بدون الکترود نیکل برای ایجاد یک لایه محافظ بر روی مس استفاده میشود. این لایه از اکسید شدن مس جلوگیری کرده و اتصالات الکتریکی بهتری را فراهم میکند.
- لوازم خانگی: برای بهبود ظاهر و دوام لوازمی مانند دستگیرههای در، شیرآلات و سایر اجزای فلزی که در معرض استفاده روزانه هستند، میتوان از آبکاری بدون الکترود نیکل استفاده کرد. این پوشش اغلب برای ایجاد یک سطح براق و مقاوم در برابر خراش به کار میرود.
این مثالها نشان میدهند که چگونه آبکاری بدون الکترود نیکل میتواند در صنایع مختلف به کار رود تا هم خواص فیزیکی و هم زیباییشناسی محصولات را بهبود بخشد.
در عوض، سطح فلز یک سری واکنشهای خودکاتالیتیک و تمیزکاری را پشت سر میگذارد، فرآیندی که از طریق پوششهای الکتریکی تصفیه میشود. مراحل دخیل در آبکاری بدون الکترود نیکل به شرح زیر است:
- پیشدرمان: اولین گام، درمان سطح است که در آن سطح با استفاده از یک سری مواد شیمیایی برای حذف روغنها و چربیها تمیز میشود. تمیزکاری کامل برای آمادهسازی جزء به منظور آبکاری صحیح ضروری است. هر جزء به دقت بر اساس سطح ماده تمیز میشود.
- آمادهسازی سطح: پس از تمیز شدن زیرلایه، با استفاده از یک محلول اختصاصی یا حکاکی اسیدی فعال میشود، به طوری که سطح آماده برای رسوب نیکل-فسفر میشود.
- پوششدهی: پس از پایان فرآیند آبکاری، فرآیند بدون الکترود نیکل مقاومت بیشتری در برابر اصطکاک و خوردگی به جزء میدهد.
ضخامتهای آبکاری بدون الکترود نیکل
آبکاری بدون الکترود نیکل میتواند با سرعتهایی از ۵ میکرون در ساعت تا ۲۵ میکرون در ساعت رسوب کند. از آنجا که این فرآیند پیوسته و خودپایدار است، میتوان به ضخامتهای تقریباً نامحدودی دست یافت. با این حال، با افزایش ضخامت، نقصهای جزئی بیشتر قابل توجه میشوند. بسته به نیازهای خاص، یکی از پنج گزینه متمایز پوشش ممکن است از طریق پوششدهی الکتریکی اعمال شود.
آبکاری روی
روی مادهای مقرون به صرفه است که برای اعمال یک پوشش گالوانیزه بر روی زیرلایههای مختلف فلزی استفاده میشود. این ماده میتواند از طریق روشهای مختلفی از جمله الکتروپلیتینگ، فرآیند شراردیزینگ، غوطهوری در حمام مذاب و اسپری کردن اعمال شود. در فرآیند سرد یا الکترولیتی، قطعهای که قرار است آبکاری شود به عنوان کاتد در یک حمام با محلول الکترولیت نمکهای محلول روی عمل میکند، در حالی که روی فلزی به عنوان آند عمل میکند.
این فرآیند منجر به تولید یک پوشش بسیار انعطافپذیر از روی خالص میشود، با کنترل دقیق بر یکنواختی و ضخامت آن. روش شراردیزینگ به طور خاص برای پوشش دادن قطعات کوچک سختافزاری مانند میخ و پیچ استفاده میشود. در این روش، اقلام با گرد روی در یک بشکه ترکیب شده و تا دمای تقریباً ۵۰۰ درجه فارنهایت حرارت داده میشوند.
در داخل بشکه، قطعات تکان داده میشوند، که منجر به یک ترکیب پوششی با ۱۰% آهن و ۹۰% روی میشود. برای اقلام بزرگتر، میتوان روی مذاب را از طریق غوطهوری یا روشهای پوششدهی دستی اعمال کرد. گاهی اوقات، مقدار کمی آلومینیوم به حمام اضافه میشود تا سیالیت را افزایش داده و پوشش را بر روی اشیاء با اشکال نامنظم بهبود بخشد.
آبکاری کادمیوم
این نوع آبکاری به طور مکرر بر روی قطعات مختلف خودرو اعمال میشود. تولیدکنندگان هواپیما به دلیل خواص محافظتی فداکارانه و لغزندگی طبیعی آن از آن استفاده میکنند، که آن را برای اجزایی که به دفعات برداشته و نصب مجدد میشوند، ایدهآل میکند. علاوه بر این، این آبکاری فلزی برای محیطهای دریایی مناسب است، زیرا در برابر قرار گرفتن در معرض آب شور و شیرین به خوبی عمل میکند.
به دلیل نگرانیهای ایمنی، استفاده از این نوع آبکاری در طول سالها کاهش یافته است، اگرچه هنوز در دسترس است. بسیاری از تولیدکنندگان هواپیما اکنون آبکاری با آلیاژ روی-نیکل را به عنوان جایگزینی برای آبکاری کادمیوم ترجیح میدهند.
آبکاری کروم
این نوع آبکاری عمدتاً برای اهداف تزئینی استفاده میشود، اما همچنین مقاومت قابل توجهی در برابر خوردگی و سختی ارائه میدهد، که آن را برای کاربردهای صنعتی که مقاومت در برابر سایش مهم است، مناسب میکند. گاهی اوقات برای بازگرداندن تلرانسها در قطعات فرسوده استفاده میشود. آبکاری کروم معمولاً بر روی نیکل در ساخت مبلمان فولادی و تزئینات خودرو اعمال میشود.
آبکاری کروم یک فرآیند الکتروپلیتینگ است که از یک محلول اسید کرومیک شناخته شده به عنوان کروم شش ظرفیتی استفاده میکند. برای کاربردهای صنعتی، حمامهای کروم سه ظرفیتی حاوی کلرید کروم یا سولفات کروم نیز به عنوان جایگزین استفاده میشوند.
آبکاری فلزات: آبکاری آلومینیوم
آلومینیوم دارای طیف گستردهای از آلیاژها است که برخی از آنها خواص الکتریکی و مکانیکی دارند که میتوانند جایگزین مس به عنوان ماده آبکاری شوند. سری ۱۰۰۰ آلومینیوم هدایت الکتریکی و حرارتی استثنایی با مقاومت عالی در برابر خوردگی و کارایی برجسته دارد. از سوی دیگر، سری ۷۰۰۰ آلومینیوم با روی و مقادیر کمی منیزیم آلیاژ شده است که آن را قابل عملیات حرارتی و بسیار قوی میکند.
پایداری هزینه آلومینیوم و دامنه رو به رشد کاربردهای آن، آن را به یک ماده جذاب برای آبکاری تبدیل میکند. با این حال، به عنوان یک فلز کمتر نجیب، آلومینیوم به راحتی یک لایه اکسید تشکیل میدهد که استفاده از آن را در آبکاری محدود میکند. همچنین، آبکاری آلومینیوم میتواند به دلیل عدم یکنواختی در تشکیل ساختار دانهها و چسبندگی ضعیف به فلز پایه محدود شود.
آبکاری روی آلومینیوم
برای آبکاری آلومینیوم، روشهایی مانند غوطهوری، الکتروپلیتینگ و آبکاری بدون الکترود به کار گرفته میشوند. چالش اصلی در آبکاری آلومینیوم لایه اکسید آن است که میتواند چسبندگی را دشوار کند. برای کاهش این مشکل، یک فیلم غوطهوری روی اعمال میشود، با زینکیشن به عنوان تکنیک اصلی برای جلوگیری از تشکیل اکسید.
فلزات آبکاری شده بر روی آلومینیوم:
- قلع – از قلع برای آبکاری اجزای الکترونیکی آلومینیومی استفاده میشود، زیرا میتواند جریان الکتریکی را هدایت کند و در برابر خوردگی مقاوم است. این پوشش مات یا براق روی سطح آلومینیوم ایجاد میکند.
- نیکل – پوششهای نیکل سختی آلیاژ آلومینیوم را افزایش داده و مقاومت در برابر خوردگی را بهبود میبخشد.
- نقره – نقره آبکاری شده بر روی آلومینیوم، مقاومت در برابر خوردگی و هدایت آلومینیوم را بهبود میبخشد و لغزندگی و لحیمپذیری فراهم میکند.
- طلا – آبکاری طلا بر روی آلومینیوم گران است. این روش به دلیل سازگاری زیستی طلا برای آبکاری آلیاژهای آلومینیوم برای کاشتهای پزشکی استفاده میشود.
- نیکل بدون الکترود – پوشش نیکل بدون الکترود بر روی آلومینیوم مقاومت در برابر خوردگی، لغزندگی، سختی، مقاومت در برابر سایش را فراهم میکند و میتواند به عنوان پوشش زیرین برای بهبود چسبندگی و افزایش استحکام برای الکتروپلیتینگ استفاده شود.
آبکاری مس
آبکاری مس به طور گسترده برای کاربردهایی که نیاز به مقرون به صرفه بودن و هدایت عالی دارند انتخاب میشود. این ماده به طور معمول در الکترونیک، مانند بردهای مدار چاپی، به دلیل ارزان بودن و کارایی بالای آبکاری استفاده میشود. ترکیب هزینههای پایین مواد و آبکاری مؤثر، مس را به انتخابی محبوب برای کاربردهای مختلف تبدیل میکند.
فرآیندهای آبکاری مس به سه نوع تقسیم میشوند: اسیدی، قلیایی و قلیایی ملایم. فرآیندهای قلیایی قدرت پوششدهی بهتری ارائه میدهند، اما نیاز به چگالی جریانهای پایینتر و تدابیر ایمنی بالاتر دارند. نظارت بر این سطوح بسیار مهم است، زیرا بازرسان بهداشت ارتباط بین سیانید و حمامهای مس قلیایی را شناسایی کردهاند.

آبکاری طلا
طلا به دلیل مقاومت بالا در برابر اکسیداسیون و هدایت الکتریکی عالیاش بسیار با ارزش است. آبکاری طلا، که با تیلاکاری که از ورق طلا استفاده نمیکند متفاوت است، روشی مؤثر برای انتقال این خواص به فلزاتی مانند نقره و مس است. این فرآیند به طور معمول برای تزئین جواهرات و بهبود هدایت اجزای الکترونیکی، مانند اتصالات الکتریکی، استفاده میشود.
تیرگی میتواند نگرانی باشد وقتی که طلا بر روی مس آبکاری میشود، اما این مشکل میتواند با اعمال یک لایه نیکل پیش از لایه طلا به طور موثری حل شود. عواملی مانند زمان غوطهوری و ترکیب ایدهآل حمام باید در نظر گرفته شوند، با توجه به سختی و خلوص طلای استفاده شده.
آبکاری نقره
نقره به دلیل هدایت حرارتی و الکتریکی عالیاش، که حتی از طلا بهتر است، انتخاب محبوبی برای آبکاری است. از آن به طور گسترده در کاربردهایی که نیاز به انتقال نیروی کارآمد و اتصالات کم توان دارند، استفاده میشود. خواص روانکنندگی آن نیز آن را برای کاربردهای ضد غلتش در دماهای بالا، به ویژه در بیرینگها و اتصالات ایدهآل میکند.
آبکاری نقره بر روی مس یک سطح موثر برای انتقال حرارت و الکتریسیته ایجاد میکند. این تکنیک بیش از ۲۰۰ سال است که مورد استفاده قرار میگیرد، ابتدا برای آبکاری تجهیزات سوئیچ و سایر اجزای الکتریکی. با افزایش خودروهای برقی (EVs)، آبکاری نقره رواج بیشتری پیدا کرده است.
در فرآیند آبکاری نقره، چندین لایه نقره اعمال میشود تا دوام را تضمین کند، زیرا نقره با استفاده مداوم میتواند ساییده شود. علاوه بر کاربردهای عملی، آبکاری نقره همچنین جذابیت تزئینی ارائه میدهد در حالی که هدایت الکتریکی را حفظ میکند. این یک جایگزین مقرون به صرفه نسبت به طلا، پالادیوم و رودیم است، اگرچه حساسیت آن به خوردگی گالوانیک و رطوبت کاربردهای آن را محدود میکند.
آبکاری نقره همچنین بر روی اجزای فولاد ضد زنگ مانند مهرهها، اتصالات، حلقههای لغزشی، واشرهای رانش و بوشینگها استفاده میشود. این آبکاری روانکنندگی را در دماهای بالا بهبود میبخشد و خواص ضد غلتش و ضد گیر کردن را فراهم میکند. با این حال، لایه اکسید روی فولاد ضد زنگ میتواند فرآیند آبکاری را پیچیده کند، که نیاز به روشهایی برای حذف اکسید قبل از اعمال لایه نقره دارد.
یکی از نقاط ضعف جزئی نقره این است که با گذشت زمان تمایل به تیرگی دارد، که برخی ممکن است آن را یک نقص بدانند. بر خلاف سایر فرآیندهای تیرگی که شامل تشکیل یک لایه اکسید هستند، تیرگی نقره زمانی رخ میدهد که با سولفید هیدروژن یا گوگرد واکنش نشان دهد و یک لایه سولفید نقره ایجاد کند. این تیرگی میتواند جریان الکتریکی را هدایت کند اما میتوان به سادگی با پاک کردن آن را تمیز کرد.
همچنین، آبکاری نقره ممکن است برای محیطهایی با رطوبت بالا مناسب نباشد. در چنین شرایطی، نقره مستعد مشکلاتی مانند پوسته پوسته شدن و ترک خوردن است که میتواند مواد زیرین را در معرض دید قرار دهد.
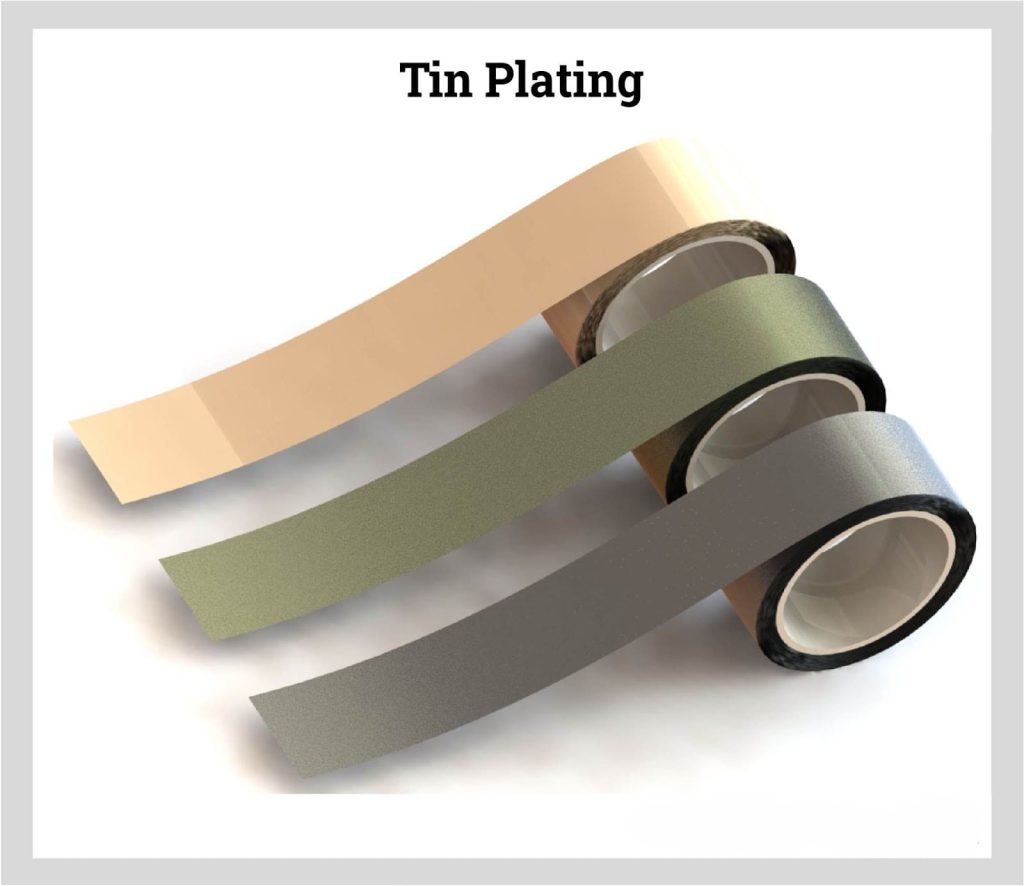
آبکاری قلع
قلع یک فلز نرم، سفید-نقرهای است که به خاطر هدایت الکتریکی خوب، مقاومت در برابر اکسیداسیون و دوام در مقابل خوردگی شناخته شده است. به دلیل خواص غیر سمی و غیر سرطانزایش، به طور معمول در ذخیرهسازی و تهیه غذا استفاده میشود. تاریخی، قلع در ساخت ابزار برنزی و ظروف پخت و پز اولیه مهم بوده است.
تینینگ شامل اعمال یک لایه نازک قلع بر روی یک سطح فلزی برای بهبود خواص لحیمکاری، هدایت، و مقاومت در برابر خوردگی است، در حالی که جذابیت بصری آن را نیز بهبود میبخشد. هدایت الکتریکی عالی قلع آن را برای پوشش اجزای الکتریکی مانند پایانهها، اتصالات باتری و باسبارهای مسی که در سیستمهای الکتریکی استفاده میشوند، ایدهآل میکند.
فرآیند آبکاری قلع با تمیز کردن سطح فلز برای حذف ناخالصیها یا آلودگیها شروع میشود. یک لایه قلع با استفاده از الکتروپلیتینگ که شامل غوطهور کردن فلز در یک محلول با یونهای قلع است، اعمال میشود. جریان الکتریکی از طریق محلول عبور داده میشود تا قلع را بر روی سطح فلز رسوب دهد. ضخامت لایه قلع بر اساس مدت زمانی که فلز در محلول الکتروپلیتینگ باقی میماند، تعیین میشود.

آبکاری رودیم
رودیم، عضوی از گروه پلاتین، به خاطر مقاومت در برابر تیرگی، دوام در برابر خراش و درخشندگی سفید براقش شناخته شده است. از این فلز به طور مکرر در ساخت جواهرات، به ویژه برای آبکاری طلای سفید استفاده میشود. آبکاری رودیم همچنین بر روی فلزات پایه مانند مس، نقره و پلاتین اعمال میشود تا ظاهر و دوام آنها را بهبود بخشد.
یک نقطه ضعف آبکاری رودیم این است که با گذشت زمان و با استفاده مکرر، لایه رودیم ممکن است ساییده شود. این فرسایش میتواند به تغییر رنگ فلز زیرین منجر شود. بنابراین، ممکن است پس از چند سال نیاز به اعمال یک لایه جدید رودیم برای بازگرداندن ظاهر آن باشد.
آبکاری پلاستیک
رسوب فلز بر روی پلاستیکها از طریق الکتروپلیتینگ و آبکاری بدون الکترود برای ارائه حفاظت اضافی به مواد پلاستیکی برای مراحل تولید بیشتر یا برای تبدیل آنها به رساناهای الکتریکی استفاده میشود. این فرآیند در صنایع مختلف به طور گسترده برای بهبود ظاهر اجزای پلاستیکی و دستیابی به یک سطح صاف و یکنواخت استفاده میشود. ترموپلاستیکها که با گرم شدن نرم میشوند، به ویژه برای این نوع آبکاری مناسب هستند.
آکریلونیتریل بوتادین استایرن (ABS) یکی از پلاستیکهایی است که بیشتر آبکاری میشود به دلیل مقاومت، دوام و مقرون به صرفه بودن آن. اگرچه ABS در برابر آسیبهای محیطی آسیبپذیر است و استحکام مکانیکی محدودی دارد، آبکاری میتواند این محدودیتها را برطرف کند. تحقیقات در زمینه روشهای آبکاری ABS منجر به پیشرفتهای قابل توجهی شده است، از جمله توسعه مواد شیمیایی که ABS را برای آبکاری آماده میکنند و در نهایت راه را برای آبکاری انواع دیگر پلاستیکها باز کردند.
فرآیند آبکاری پلاستیک
موفقیت آبکاری پلاستیک به آمادهسازی دقیق بستگی دارد، با شروع از حکاکی پلاستیک در یک محلول اسید کرومیک برای بهبود چسبندگی سطح. پس از شستشوی کامل اسید کرومیک، پلاستیک با یک محلول نمک پالادیوم و قلع درمان میشود تا برای فرآیند آبکاری آماده شود. سپس مس یا نیکل با استفاده از روش آبکاری بدون الکترود رسوب داده میشود، با نمکهای پالادیوم و قلع که به عنوان کاتالیزور عمل میکنند. پس از اتمام آبکاری بدون الکترود، پلاستیک برای الکتروپلیتینگ معمولی آماده میشود.
مزایای آبکاری فلزات پلاستیکها:
- مقاومت در برابر خوردگی و مواد شیمیایی
- افزودن هدایت
- افزایش استحکام
- مقاومت در برابر سایش و مواد شیمیایی
- محافظت در برابر تداخل فرکانس رادیویی (RFI) و تداخل الکترومغناطیسی (EMI)
فصل ۳: کاربردها و مزایای آبکاری فلزات چیست؟
این فصل به بررسی استفادهها و مزایای مختلف آبکاری فلزات میپردازد.
کاربردهای آبکاری فلزات
کاربردهای آبکاری فلزات عبارتند از:
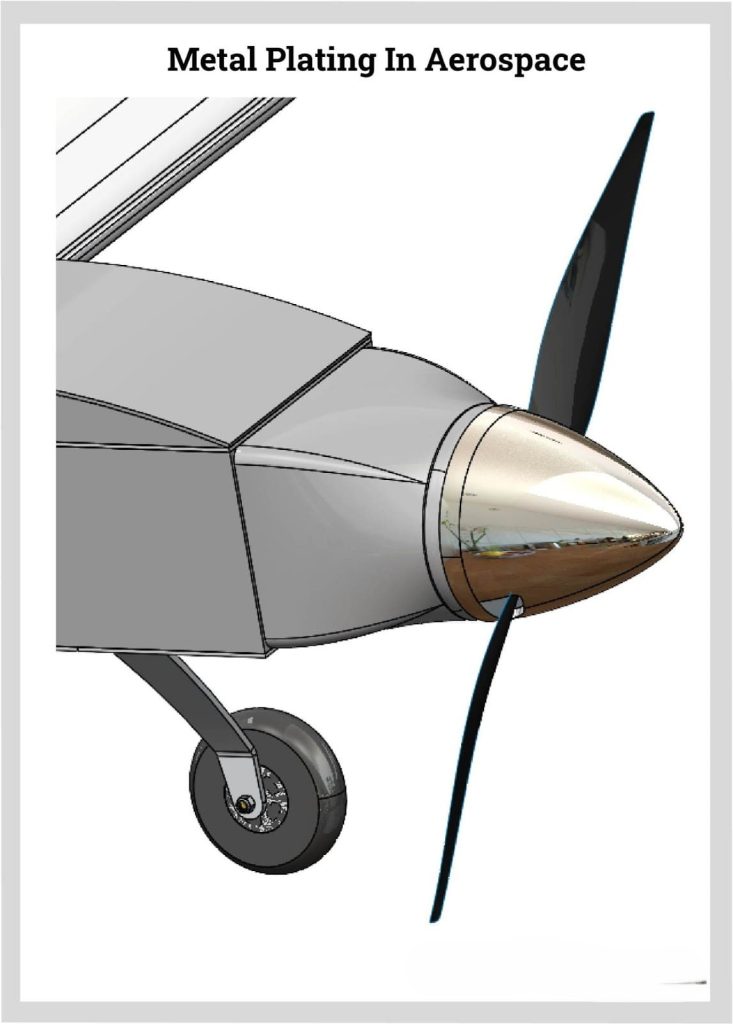
کاربردهای هوافضا
بسیاری از قطعات هواپیما تحت فرآیند الکتروپلیتینگ قرار میگیرند تا یک پوشش فداکاری اعمال شود که عمر خدماتی آنها را با کاهش نرخ خوردگی افزایش میدهد. اجزای هواپیما که در معرض تغییرات دمایی قابل توجه و قرار گرفتن در محیطهای مختلف هستند، از یک لایه اضافی فلز که بر روی زیرلایه فلزی اضافه میشود برای حفاظت بهتر بهرهمند میشوند.
این روش برای حفظ کارایی قطعات با حداقل کردن سایش و پارگی در نظر گرفته شده است. در صنعت هوافضا، بسیاری از اتصالات و پیچهای فولادی با کروم از طریق الکتروپلیتینگ پوشش داده میشوند تا دوام و قابلیت اطمینان تضمین شود.
هنر و دکوراسیون خانگی
اشیاء زیستتخریبپذیر مانند شاخهها، گلها و حشرات اغلب از طریق آبکاری فلز به آثار هنری پایدار تبدیل میشوند. این تکنیک جزئیات ظریف اشیایی که در غیر این صورت تجزیه میشدند را بهبود میبخشد و حفظ میکند. همچنین، طراحان دیجیتال گاهی از الکتروپلیتینگ برای ایجاد مجسمههای بادوام استفاده میکنند.
طراحان میتوانند از یک پرینتر 3D رومیزی برای ساخت زیرلایههای سهبعدی استفاده کنند و سپس با اعمال الکتروپلیتینگ در موادی مانند طلا، نقره یا مس، به پرداخت مورد نظر دست یابند. این ترکیب از پرینت سهبعدی و الکتروپلیتینگ منجر به تولید مقرون به صرفه و ساده میشود در حالی که ظاهر مورد نظر قطعه نهایی حفظ میشود.
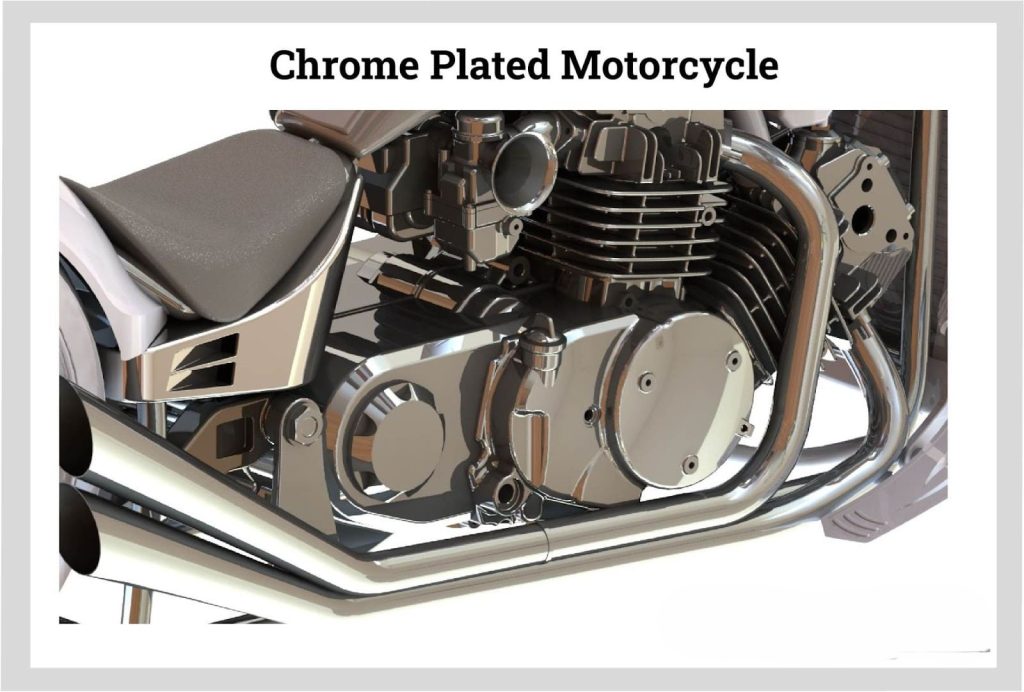
الکتروپلیتینگ در صنعت خودرو
الکتروپلیتینگ به طور گستردهای در بخش خودروسازی استفاده میشود، به طوری که بسیاری از تولیدکنندگان بزرگ خودرو از آن برای تولید سپرهای کرومی و اجزای مختلف فلزی بهره میبرند. علاوه بر این، از این روش برای ساخت قطعات سفارشی برای خودروهای نمونه اولیه استفاده میشود.
کارگاههای تخصصی در زمینه شخصیسازی و بازسازی خودروها اغلب از الکتروپلیتینگ برای اعمال پوششهای کروم، نیکل و سایر پرداختها بر روی اجزای مختلف موتورسیکلت و خودرو استفاده میکنند.

کاربردهای صنعتی الکتروپلیتینگ در جواهرات
الکتروپلیتینگ نقش مهمی در صنعت جواهرات ایفا میکند. طراحان و تولیدکنندگان جواهرات از این تکنیک برای بهبود دوام، جذابیت بصری و رنگ انواع قطعات، از جمله دستبندها، آویزها، حلقهها و سایر اقلام استفاده میکنند.
جواهراتی که به عنوان نقره یا طلا آبکاری شده علامتگذاری میشوند، اغلب نتیجه الکتروپلیتینگ هستند. فلزات مختلف ترکیب میشوند تا پرداختهای متمایز ایجاد کنند. به عنوان مثال، مس، نقره و طلا اغلب با هم ترکیب میشوند تا رنگ محبوب طلای رز را تولید کنند.

پزشکی و دندانپزشکی
الکتروپلیتینگ برای اضافه کردن پوششهای بادوام به انواع دستگاههای دندانپزشکی و پزشکی استفاده میشود. آبکاری طلا به ویژه برای ساخت اینلههای دندانی و پشتیبانی از انواع روشهای دندانپزشکی رایج است.
قطعات کاشته شده، مانند پیچها، صفحات و مفاصل مصنوعی، اغلب آبکاری الکتریکی میشوند تا مقاومت در برابر خوردگی و سازگاری با استریلیزاسیون پیش از کاشت را بهبود بخشند. همچنین، ابزار جراحی و تجهیزات پزشکی، از جمله تجهیزات رادیولوژی و انبرکها، به طور معمول تحت الکتروپلیتینگ قرار میگیرند.
کاربردهای نیرو
الکتروپلیتینگ به طور معمول برای پوشش دادن اجزای مختلف خورشیدی و الکتریکی به منظور بهبود هدایت آنها استفاده میشود. این فرآیند به طور معمول بر روی اتصالات سلولهای خورشیدی و انواع مختلف آنتنها اعمال میشود. سیمها، به عنوان مثال، اغلب با نیکل، نقره یا سایر فلزات آبکاری میشوند تا عملکردشان بهبود یابد.
آبکاری طلا به طور مکرر استفاده میشود، اغلب در ترکیب با فلزات دیگر، برای افزایش دوام اجزا. طلا به خصوص به دلیل توانایی آن در افزایش طول عمر قطعات به دلیل هدایت عالی، انعطافپذیری و مقاومت در برابر اکسیداسیون ارزشمند است.
نمونهسازی با الکتروپلیتینگ
روشهای تولید سنتی برای ساخت قطعات فلزی سفارشی یا کم حجم میتواند هم زمانبر و هم پرهزینه باشد، به ویژه برای نمونهسازی. برای رفع این چالشها، مهندسان اغلب الکتروپلیتینگ را با پرینت سهبعدی ترکیب میکنند تا راهحلی کارآمدتر و مقرون به صرفهتر فراهم کنند.
محصولات RF و مایکروویو
آنتنها به هدایت الکتریکی نیاز دارند تا بتوانند امواج رادیویی را به طور موثر منتقل کنند. در حالی که قطعات پرینت شده 3D هدایت الکتریکی ندارند، انعطافپذیری طراحی استثنایی و خواص حرارتی و مکانیکی مطلوبی را فراهم میکنند. با ترکیب این اجزای پرینت شده 3D با الکتروپلیتینگ، میتوان هدایت مورد نظر را به دست آورد. این رویکرد راهحلی عالی برای آنتنهای سفارشی مورد استفاده در تحقیق و توسعه در بخشهای دفاع، آموزش، پزشکی و خودروسازی ارائه میدهد.
مزایای آبکاری فلزات
مزایای آبکاری فلزات عبارتند از:
مزایای فرآیند الکتروپلیتینگ در آبکاری فلزات
الکتروپلیتینگ مزایای متعددی ارائه میدهد، از جمله افزایش استحکام، هدایت و عمر طولانیتر اجزا. متخصصان مختلف، مانند تولیدکنندگان، هنرمندان و مهندسان، از این مزایا به روشهای مختلف بهره میبرند. مهندسان اغلب از الکتروپلیتینگ برای افزایش دوام و استحکام طرحهای خود استفاده میکنند.
اعمال یک پوشش فلزی مانند نیکل یا مس میتواند استحکام کششی قطعات را به طور قابل توجهی افزایش دهد. این لایه فلزی مقاومت در برابر عوامل محیطی مانند قرار گرفتن در معرض UV، تماس با مواد شیمیایی و خوردگی را افزایش میدهد و اجزا را در کاربردهای مختلف مقاومتر میکند.
هنرمندان از الکتروپلیتینگ برای حفظ عناصر طبیعی که مستعد پوسیدگی هستند، مانند برگها، استفاده میکنند و آنها را به آثار هنری بادوام تبدیل میکنند. در زمینه پزشکی، الکتروپلیتینگ برای ساخت ایمپلنتهایی که در برابر خوردگی مقاوم هستند و میتوانند به خوبی استریل شوند، استفاده میشود.
الکتروپلیتینگ همچنین برای اضافه کردن پرداختهای فلزی تزئینی به محصولات مصرفی، مجسمهها، تندیسها و آثار هنری موثر است. علاوه بر این، تولیدکنندگان اغلب الکتروپلیتینگ را برای زیرلایهها انتخاب میکنند تا قطعات سبک وزن تولید کنند که مقرون به صرفهتر بوده و حمل و نقل آنها آسانتر باشد.
همچنین، الکتروپلیتینگ هدایت را بهبود میبخشد. از آنجا که فلزات به طور طبیعی رسانا هستند، الکتروپلیتینگ عملکرد اجزای الکتریکی، آنتنها و سایر قطعات را با افزایش هدایت الکتریکی آنها بهبود میبخشد.
مزایای آبکاری بدون الکترود
- نیازی به استفاده از نیروی الکتریکی ندارد
- پوشش یکنواخت فراهم میکند
- نیازی به قفسهها یا تجهیزات پیچیده ندارد
- انعطافپذیری در ضخامت و حجم آبکاری
- نظارت خودکار بر تکمیل مواد شیمیایی
- نیازی به روشهای فیلتراسیون پیچیده ندارد
- دسترسی به پرداختهای براق، نیمهبراق یا مات
مزایای آبکاری غوطهوری
- بهبود مقاومت در برابر خوردگی و سایش
- بهبود مقاومت الکتریکی
- بهبود هدایت الکتریکی
- بهبود بازتاب و ظاهر
- بهبود سختی و مقاومت شیمیایی
- بهبود تحمل گشتاور
- بهبود توانایی چسبندگی
معایب آبکاری فلزات
با وجود مزایای بسیار، الکتروپلیتینگ با چالشهایی همراه است، از جمله شرایط خطرناک و پیچیدگی فرآیند. کارگران درگیر در الکتروپلیتینگ ممکن است در معرض هگزاوالنت کروم قرار گیرند اگر اقدامات ایمنی به دقت رعایت نشود. تهویه مناسب برای محافظت از کارگران در این محیطها حیاتی است.
آبکاری ساختاری به خصوص چالشبرانگیز است، که نیاز به چندین حمام، زمانهای طولانیتر آبکاری و سازگاری دقیق فلزات دارد. به دلیل خطرات مرتبط و سطح تخصص مورد نیاز، بسیاری از طراحان و مهندسان ترجیح میدهند با تولیدکنندگان تخصصی الکتروپلیتینگ همکاری کنند.
نتیجهگیری
این مقاله بحثی را در مورد انواع مختلف فرآیندهای آبکاری فلزات مانند الکتروپلیتینگ، آبکاری بدون الکترود و آبکاری غوطهوری ارائه داد. همچنین بحثی درباره انواع مختلف آبکاری فلزات بر اساس فلز استفاده شده، به عنوان مثال، آبکاری نیکل، روی، رودیم و غیره ارائه کرد.
هر فرآیند آبکاری فلزات مزایای منحصر به فرد و معایب خود را دارد. به عنوان مثال، الکتروپلیتینگ نیاز به اعمال جریان الکتریکی از یک منبع تغذیه دارد، در حالی که آبکاری بدون الکترود نیازی به عبور جریان الکتریکی ندارد. انواع مختلف آبکاری فلزات بر اساس فلز استفاده شده مزایا و معایب مختلفی ارائه میدهند، به عنوان مثال، آبکاری طلا مزیت عدم تعامل با اکسیژن و مقاومت بالا در برابر هدایت را دارد. هنگام انتخاب نوع آبکاری فلزات، باید از نیازهای فرآیند آبکاری و خواص فلزی که قرار است برای پوشش استفاده شود، آگاه بود.



2 دیدگاه دربارهٔ «انواع آبکاری فلزات: کاربردها و مزایا»
بازتاب: خاک قلع و نقش آن در تولید مواد اولیه آبکاری - کاوشگران پایا محور تلاش
بازتاب: خدمات قلع اندود : تسمه مس ارت قلع اندود - کاوشگران پایا محور تلاش